



 Bore 0.7500 / 3/4-16 Thread
Bore 0.7500 / 3/4-16 ThreadVFR12 VFL12 0.7500 3/4-16 Carbon Steel Female Rod End
VM VF Product Overview
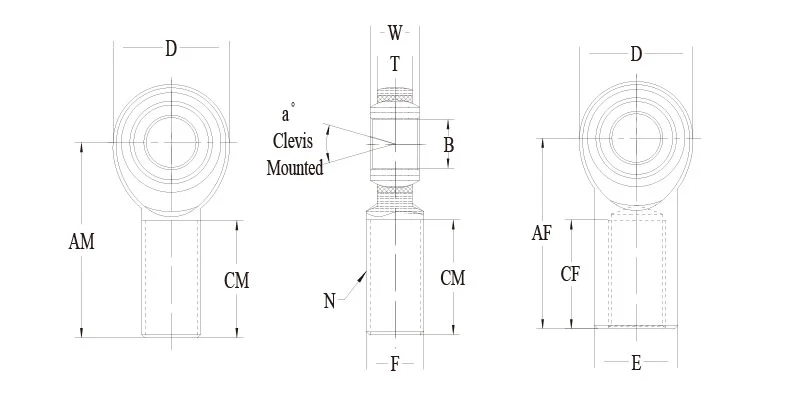
VFR12 / VFL12 features a 0.7500″ bore (B) and 1.750″ body diameter (D), with a 1.312″ precision-ground 52100 steel ball running in an oil-impregnated sintered bronze race. Overall body length (AF) is 2.875″, thread engagement (CF) measures 1.750″. Width (W) is 0.875″ and body thickness (T) is 0.687″. Approximate weight: 0.720 lbs.
Rated at 11,518 lb static radial load with ±14° misalignment angle, this 3-piece female rod end with a 3/4-16 UNF 3A internal thread suits maximum-load suspension, truck steering, and extreme-duty industrial assemblies. The sintered bronze race is oil-impregnated during manufacture, providing continuous self-lubrication without external greasing — ideal for installations where periodic maintenance access is limited.
Available in right-hand (VFR12) and left-hand (VFL12) thread configurations. Grease fitting option available (add suffix Z, e.g. VFR12Z) for extended service intervals. Stud configuration also available (suffix S). Silver zinc plating available on request for enhanced corrosion protection. Body is carbon steel, heat treated and yellow zinc plated.
VM VF Series — Full Size Range
All available sizes in the VM VF series. Can’t find your size? Contact us for custom dimensions.
| RIGHT HAND PART NO. | LEFT HAND PART NO. | B DIA. +.0025 -.0005 | D DIA. +.010 -.010 | W WIDTH +.005 -.005 | T WIDTH +.005 -.005 | BALL DIA. REF. | AM LENGTH +.015 -.015 | N THREAD UNF 3A | CM LENGTH +.062 -.031 | a° MIS. ANGLE REF. | STATIC RADIAL LOAD (LBS) | APPROX WEIGHT (LBS) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| VMR3 | VML3 | 0.1900 | 0.625 | 0.312 | 0.250 | 0.437 | 1.250 | 10-32 | 0.750 | 13 | 1,169 | 0.03 |
| VMR4 | VML4 | 0.2500 | 0.750 | 0.375 | 0.281 | 0.500 | 1.562 | 1/4-28 | 1.000 | 16 | 2,158 | 0.04 |
| VMR5 | VML5 | 0.3125 | 0.875 | 0.437 | 0.344 | 0.625 | 1.875 | 5/16-24 | 1.250 | 12 | 2,784 | 0.07 |
| VMR6 | VML6 | 0.3750 | 1.000 | 0.500 | 0.406 | 0.719 | 1.938 | 3/8-24 | 1.250 | 12 | 3,915 | 0.11 |
| VMR7 | VML7 | 0.4375 | 1.125 | 0.562 | 0.437 | 0.812 | 2.125 | 7/16-20 | 1.375 | 14 | 4,218 | 0.16 |
| VMR8 | VML8 | 0.5000 | 1.312 | 0.625 | 0.500 | 0.937 | 2.438 | 1/2-20 | 1.500 | 12 | 6,660 | 0.25 |
| VMR10 | VML10 | 0.6250 | 1.500 | 0.750 | 0.562 | 1.125 | 2.625 | 5/8-18 | 1.625 | 16 | 7,364 | 0.38 |
| VMR12 | VML12 | 0.7500 | 1.750 | 0.875 | 0.687 | 1.312 | 2.875 | 3/4-16 | 1.750 | 14 | 11,518 | 0.60 |
| RIGHT HAND PART NO. | LEFT HAND PART NO. | B | D | W | T | BALL | AF | N | CF | a° | STATIC | LBS |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| VFR3 | VFL3 | 0.1900 | 0.625 | 0.312 | 0.250 | 0.437 | 1.062 | 10-32 | 0.562 | 13 | 1,531 | 0.04 |
| VFR4 | VFL4 | 0.2500 | 0.750 | 0.375 | 0.281 | 0.500 | 1.312 | 1/4-28 | 0.750 | 16 | 2,539 | 0.06 |
| VFR5 | VFL5 | 0.3125 | 0.875 | 0.437 | 0.344 | 0.625 | 1.375 | 5/16-24 | 0.750 | 12 | 3,133 | 0.09 |
| VFR6 | VFL6 | 0.3750 | 1.000 | 0.500 | 0.406 | 0.719 | 1.625 | 3/8-24 | 0.937 | 12 | 3,915 | 0.15 |
| VFR7 | VFL7 | 0.4375 | 1.125 | 0.562 | 0.437 | 0.812 | 1.812 | 7/16-20 | 1.062 | 14 | 4,218 | 0.2 |
| VFR8 | VFL8 | 0.5000 | 1.312 | 0.625 | 0.500 | 0.937 | 2.125 | 1/2-20 | 1.187 | 12 | 6,660 | 0.33 |
| VFR10 | VFL10 | 0.6250 | 1.500 | 0.750 | 0.562 | 1.125 | 2.500 | 5/8-18 | 1.500 | 16 | 7,364 | 0.48 |
| VFR12 | VFL12 | 0.7500 | 1.750 | 0.875 | 0.687 | 1.312 | 2.875 | 3/4-16 | 1.750 | 14 | 11,518 | 0.72 |
Every Unit Inspected Before Shipment
Raw Material Inspection
Material certifications verified. Composition confirmed by spectrometer before machining begins.
Thread Gauge Inspection
100% go/no-go gauge check on all threaded sections. Zero tolerance on dimensional non-conformance.
Load Capacity Test
Static and dynamic load tests run on representative samples from each production batch.
Dimensional Measurement
CMM verification of critical dimensions — ball diameter, bore, thread pitch, and body length.
Surface Inspection
Visual and tactile inspection for burrs, scratches, surface cracks, and plating defects.
Articulation Test
Misalignment angle and torque measured to confirm liner performance meets specification.
Heat Treatment Verify
Hardness tests confirm proper heat treatment on chromoly steel bodies and bearing balls.
Batch Documentation
Full traceability from raw material heat number to finished part. COC and inspection reports available.
Where VM VF Rod Ends Are Used
More from the VM VF Series

Request a Quote for the VM VF Series
Share your part number, required quantity, and any special material or packaging requirements. We respond within 24 hours.
VM VF Frequently Asked Questions
What is the difference between VM and VF rod ends?
VM parts are male-thread rod ends and VF parts are female-thread rod ends. Both belong to the same self-lubricating 3-piece bronze-race series and share the same core material direction.
What materials are used in the VM-VF series?
This series uses a hard-chrome-plated 52100 bearing steel ball, an oil-impregnated sintered bronze race, and a carbon steel body with yellow zinc plating.
Is the VM-VF series self-lubricating?
Yes. The oil-impregnated sintered bronze race provides self-lubricating operation, which is one of the defining characteristics of the VM-VF series.
Are grease fitting versions available in the VM-VF series?
Yes. Grease fitting versions are available on request by adding Z to the suffix, such as VMR8Z, depending on the exact part configuration.
Are studded and silver zinc plated versions available?
Yes. Studded versions are available by adding S to the suffix, and silver zinc plating is also available as an alternate finish according to the product notes.
What applications are best suited to VM-VF rod ends?
VM-VF rod ends are well suited to general linkages, agricultural equipment, mechanical motion systems, packaging machinery, and other applications that benefit from a self-lubricating bronze-race 3-piece rod end.